


联系我们

当前位置:
聊城 山特金属制品有限公司 >
江门本地新闻中心
309S锥形钢板卷筒345R正火卷筒加工售后无忧
更新时间:2025-01-11 07:49:55 浏览次数:3 公司名称:聊城 山特金属制品有限公司
以下是:309S锥形钢板卷筒345R正火卷筒加工售后无忧的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 批发 |
| 发货期限 | 1-3天 |
| 供货总量 | 100 |
| 运费说明 | 电议 |
| 最小起订 | 1支订 |
| 质量等级 | 1级 |
| 是否厂家 | 生产厂 |
| 产品材质 | 235b等 |
| 产品品牌 | 山特金属 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可加工 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 吨 |
| 产品颜色 | 碳黑 |
| 质保时间 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 适用领域 | 管道 |
| 是否进口 | 否 |
| 质量认证 | 3年 |
| 产品功率 | 32 |
| 工作温度 | 常温 |
| 公司品牌 | 山特金属 |
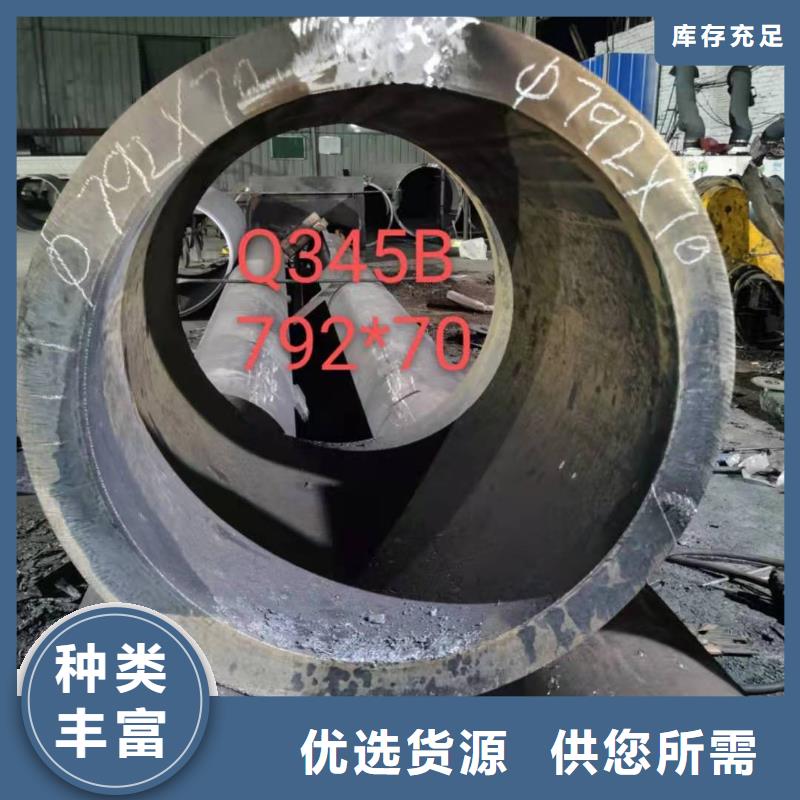
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 椭圆度 | 正负3MM |
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
以下是:309S锥形钢板卷筒345R正火卷筒加工售后无忧的图文视频



定制309S锥形钢板卷筒345R正火卷筒加工售后无忧, 【聊城山特金属制品有限公司stgg3197-71】生产的产品有:库存充足,规格齐全,质量达标,服务好等优点,联系人:张经理,地址:聊城经济开发区汇通国际金属物流园发货到广东省 江门市 蓬江区、江海区、新会区、台山市、开平市、鹤山市、恩平市。 广东省,江门市 江门是重要的广府人聚集地之一,亦是广府文化的代表城市之一江门旅游资源丰富,拥有世界文化遗产开平碉楼与古村落,让大文豪巴金先生为之陶醉的小鸟天堂,森林公园圭峰山,入选广东省“十大美丽海岛”的上下川岛,“中国历史文化名镇”赤坎古镇,岭南乃至全国难得一见的古劳水乡等。2022年,江门市实现地区生产总值为3773.41亿元,比上年增长3.3%。
为了让您更地了解我们的309S锥形钢板卷筒345R正火卷筒加工售后无忧产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:309S锥形钢板卷筒345R正火卷筒加工售后无忧的图文介绍

公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。 钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。


首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



山特金属制品有限公司是专门从事 广东江门滤水管的生产厂家,加强品质的管理是提高产品市场占有率的前条件,我们不断以系统、正规化的品质管理体系作为坚强的后盾,使企业实力向更高目标迈进。因而,我们严格贯彻ISO9001质量管理体系,即加强了企业的综合实力,又对塑立统一的企业形象起到了举足轻重的作用。
凝聚精神,体现品质内涵!
我们坚持“和谐、谦学、务实、创新”的企业使命,改变一切不适应市场发展趋势的经营观念与行为习惯,进一步激发团队的激情与组织的活力,充分发挥我们的创新能力,不断超越自我,创造一种蓬勃发展的动力之源,以快速自身的整体竞争力。
我们相信:在“合作发展、共同提高”的基础上,我们全体员工将以饱满的工作热情、创新的工作思维和务实的工作做法,团结一致,奋勇拼搏一定能够在经济舞台上达到既定目标,并与所有的合作伙伴共同发展。

钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。

309S锥形钢板卷筒345R正火卷筒加工售后无忧, 广东省江门市山特金属制品有限公司为您提供309S锥形钢板卷筒345R正火卷筒加工售后无忧今日新闻, 【聊城山特金属制品有限公司stgg3197-71】联系人:张经理, ,地址:经济开发区汇通国际金属物流园。